
SHO 20xxx




Преимущества
| |
Опции, описания
table.bord{ border-top: 2px solid #000; border-bottom: 2px solid #000; border-collapse: collapse; } td.head{ background: #b6255e; font-weight:bold; padding: 3px 2px 3px 5px; color: #fff; text-align: center; vertical-align: center; border: 1px solid #000; } td.head_mid{ background: #c3ddcb; font-weight:bold; text-align: center; padding: 3px 3px 3px 15px; border: 1px solid #000; } td.head_bottom{ background: #eeebea; padding: 3px; text-align: center; border: 1px solid #000; } td.text_tab{ background: #ebced0; font-weight:bold; text-align: center; padding: 3px 3px 3px 15px; border: 1px solid #000; } td.text_tabs{ background: #f8eff0; font-weight:bold; text-align: center; padding: 3px 3px 3px 15px; border: 1px solid #000; } td.gl_rezan{ background-color: #ddece1; text-align: center; padding: 3px; border: 1px solid #000; }

SHO 20xxx
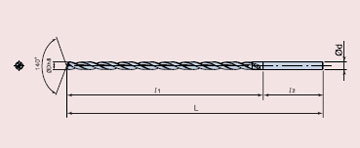
| Обозначение | Размеры, мм | |||
| D | L | l1 | l2 | |
| SHO 20050 | 5.0 | 165 | 115 | 50 |
| SHO 20060 | 6.0 | 190 | 140 | 50 |
| SHO 20070 | 7.0 | 210 | 160 | 50 |
| SHO 20080 | 8.0 | 230 | 180 | 50 |
| SHO 20090 | 9.0 | 265 | 205 | 60 |
| SHO 20100 | 10.0 | 285 | 225 | 60 |
* Данные позиции поставляются по требованию
Пример применения
- Деталь: коленчатый вал (SCM440H, HB280-320)
- Станок: обрабатывающий центр (горизонтальный) СОЖ: система обработки с минимальным количеством СОЖ (MQL)
- Обработка и режимы резания
a) Сверление направляющего отверстия (D: 7.03мм, глубина: 10мм)
Vc: 90м/мин, f: 0.15мм/об
b) Сверление глубокого отверстия: (D: 7.0мм, глубина: 140ммx2, 95ммx2)
Vc: 80м/мин, f: 0.2мм/об
Давление воздуха: 0.9 Мпа
Количество СОЖ: 80-100 см3/ч
SHO 20xxx
| Обозначение | Размеры, мм | |||
| D | L | l1 | l2 | |
| SHO050X156L-SH6* | 5.0 | 156 | 118 | 38 |
| SHO054X165L-SH6* | 5.4 | 165 | 127 | 38 |
| SHO060X178L-SH6* | 6.0 | 178 | 140 | 38 |
| SHO 070x235L-SH7* | 7.0 | 235 | 180 | 55 |
* Позиции, помеченные *, предназначены для сверления коленчатых валов в автомобильной промышленности
Рекомендуемые режимы резания
| Сверло | Углеродистая сталь (-HRC 30) | Легированная сталь (-HRC 45) | Нержавеющая сталь | |||
| Диа.(мм) | V(м/мин) | f(мм/об) | V(м/мин) | f(мм/об) | V(м/мин) | f(mm/rev) |
| 5 | 60-120 | 0.12-0.25 | 50-100 | 0.10-0.20 | 30-60 | 0.08-0.15 |
| 6 | 0.14-0.25 | 0.14-0.25 | 0.10-0.18 | |||
| 7-8 | 0.16-0.30 | 0.16-0.30 | 0.10-0.20 | |||
| 9-10 | 0.16-0.30 | 0.10-0.20 | 0.08-0.115 | |||
Рекомендуемые режимы резания (продолжение)
| Сверло | Чугун (GG25) | Ковкий чугун (GGG45) | ||
| Диа.(мм) | f(мм/об) | f(mm/rev) | V(м/мин) | f(мм/об) |
| 5 | 60-120 | 0.15-0.30 | 40-80 | 0.15-0.25 |
| 6 | 0.14-0.25 | 0.14-0.25 | ||
| 7-8 | 0.16-0.30 | 0.16-0.30 | ||
| 9-10 | 0.20-0.35 | 0.20-0.35 | ||
Обработка с минимальным количеством СОЖ M.Q.L (Minimal Quantity Lubrication)
M.Q.L - это новый способ обработки с использованием минимального количества СОЖ, смешанной с воздухом. Эта смесь масла с воздухом непрерывно подается на режущую кромку. Данный метод обработки M.Q.L позволяет почти до нуля снизить количество используемой СОЖ.
В традиционных отраслях производства, таких как автомобильная промышленность, для повышения производительности и качества обработки используется большой объем СОЖ. Проблема отрицательного воздействия СОЖ на человека и окружающую среду, а также высокая стоимость технического обслуживания, требует значительного снижения количества потребляемой СОЖ.
Преимущества метода M.Q.L.
- СОЖ не используется
- Отсутствие затрат на утилизацию СОЖ
Повышение производительности
- Значительное снижение времени обработки
- Высокая производительность резания и стойкость инструмента
- Не нужно чистить заготовку после обработки
Особенности
- Высокая скорость сверления по сравнению с обычными свёрлами
для глубокого сверления, такими как свёрла из быстрорежущей
стали и пушечными свёрлами. - Беспрепятственный отвод стружки благодаря уникальной геометрии канавок.
- Глубина сверления до 30 диаметров без цикла с периодическим выводом сверла
- Высокое качество обработки отверстия при низком усилии резания и
высокой жёсткости - Сверление методом M.Q.L (с минимальным количеством СОЖ) возможно при оптимальном отводе стружки
