
Четырехвалковый гидравлический листогиб 4R HSS 40




- ПроизводительSAHINLER
- Страна производительТурция
Общая информация о вальце четырехвалковом 4R HSS 40
Четырехвалковые гидравлические листогибы серии 4R HSS наиболее хорошо подходят для автоматической гибки листов средней толщины при производстве обжимных креплений в автоматическом рабочем цикле как с использованием, так и без использования различных систем ЧПУ, а также для изготовления деталей переменного радиуса.
Их отличает простота и удобство использования, привлекательный дизайн, надежность в работе.
Листогибы данной серии используются в серийном производстве.
Преимущества
| |
Опции, описания
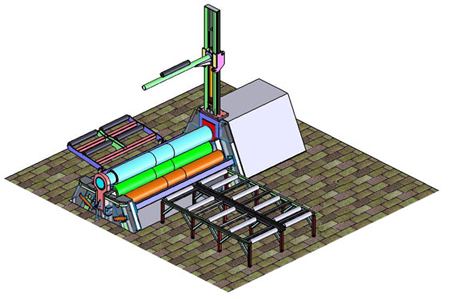
Устройство станка
Система прямолинейного перемещения боковых вальцев позволяет осуществлять предварительную гибку без потери мощности. 3 независимых приводных вальца, гидравлич. планетарная коробка передач, что позволяет гнуть тонкий лист больших размеров
Откидной торец с гидравлическим приводом:
Система силового привода

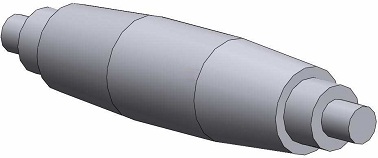
Вал бочкообразной формы. Технология обеспечивает компенсацию прогиба вала.
Итальянская система гидравлических приводов
Цилиндры приварены к станине, что не требует специальной балансировки штока, даже если заказчик работает при избыточных производственных мощностях, легко регулируются и поддаются ремонту.

Система ЧПУ (Устанавливается дополнительно):
7-и осевая система ЧПУ ESA/GV (Италия) Kvara
Левый вал - 2 Оси.
Правый Вал - 2 Оси
Главный Вал -2 Оси
Нижний вал - 1 Ось
10-и осевая система ЧПУ ESA/GV (Италия) Kvara
2 боковые поддержки - 2 Оси
Кран поддержки - 1 Ось
ДОПОЛНИТЕЛЬНЫЕ ОПЦИИ:
Гидравлический кран поддержки и боковые опоры для изделий большого диаметра.
Рольганг для подачи листа.
Кольца фиксации на боковые валки для гиба швеллера.
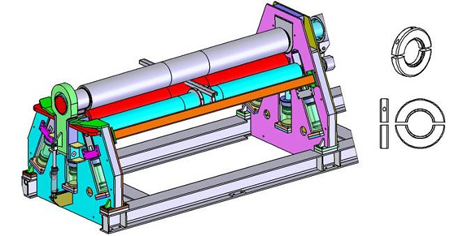
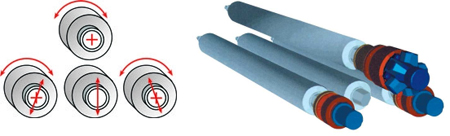
Схема работы валков:
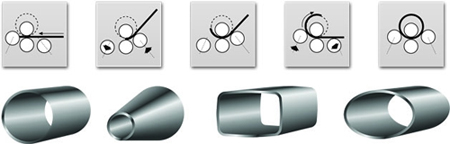

- Лист металла подается горизонтально между валов - это удобно, т.к. вместо крановой балки можно использовать столы подачи
- Задний боковой вал, расположенный напротив стороны подачи листа, может быть использован как задний упор для немедленного прямоугольного гиба листа, в результате чего происходит выравнивание листа.
- После прямоугольного гиба лист надежно зажат между верхним и нижним центральными валами, поэтому операции предподгиба и гиба — точные и надежные, без риска соскальзывания листа.
- Сразу после операции предподгиба, происходит скручивание цилиндра любого необходимого диаметра. Это означает, что рабочая зона станка минимальна, так как зона подачи листа находится лишь с одной стороны станка (см рис. Выше).
- Гиб задней кромки происходит после того, как цилиндр готов. В основном, цилиндры могут быть произведены за один проход, в одном направлении.
- Гибка конусов — более простой процесс, задние валы задают угол конуса, а центральный нижний вал используется, чтобы держать лист.
- Так как при помощи четырех валов лист надежно закреплен в процессе гибки, то Четырехвалковый гибочный станок с двойным предподгибом является единственным станком, на котором возможно использование NC и CNC контроллеров.
Технические характеристики вальца четырехвалкового 4R HSS 40
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Характеристики | |
| Производитель | SAHINLER |
| Страна производитель | Турция |
