
Автомат продольного точения NEXTURN SA51ХII




- ПроизводительNexturn
- Страна производительЮжная Корея
Опции, описания
 Автоматы продольного точения NEXTURN серии XII являются самыми высокофункциональными из всех серий NEXTURN и имеют в модельном ряде 5 позиций. В зависимости от модели отличаются главным образом размером максимально возможной для обработки заготовки.
Автоматы продольного точения NEXTURN серии XII являются самыми высокофункциональными из всех серий NEXTURN и имеют в модельном ряде 5 позиций. В зависимости от модели отличаются главным образом размером максимально возможной для обработки заготовки.
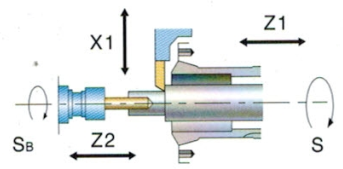
При этом во всех моделях данной серии имеются приводные инструменты и противошпиндель, которые в совокупности с дополнительными осями X2 и Z2 позволяют производить одновременную обработку в обоих шпинделях. Помимо этого, в дополнительную комплектацию станка включена ось Y2, позволяющая максимально расширить возможности обработки в противошпинделе.
При максимальном возможном количестве инструментов (опционально до 29 поз) автомат продольного точения серии XII становится многофункциональным обрабатывающим центром для обработки прутковых заготовок.
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя.
Автоматы продольного точения предназначены для обработки калиброванных прутков в качестве заготовки, ввиду чего в качестве зажима используется цанговый патрон.
Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку.
Наличие противошпинделя позволяет производить полный цикл обработки, без вынесения отдельных операций на дополнительное оборудование.
Таким образом Автоматы продольного точения NEXTURN SA20XII/26XII/32XII/45XII/51XII являются высокопроизводительными станками для обработки прутков диаметром до 20/26/32/45/51 мм из различных материалов (от цветных сплавов до труднообрабатываемых сталей) предназначенными как для крупносерийного и массового производства так и для мало- и среднесерийного производства.
ОСОБЕННОСТИ СТАНКА :

- Монолитная станина из сплава «Mechanite», обладающим отличными литейными и прочностными свойствами, значительно повышает жесткость всей конструкции станка. Также станина подвергается последующей обработке (искусственному старению);
- большое число ребер жесткости в конструкции станины обеспечивает не только жесткость конструкции станка, но также виброустойчивость воспринимая динамические нагрузки и воспринимает (гасит) вибрации в момент их возникновения;
- высокая точность за счет использования линейных направляющих класса Р7 (Япония), на которых базируется шпиндель и инструментальный суппорт;
- Высокоточное позиционирование за счет использования ШВП японского производства и немецких датчиков позиционирования;
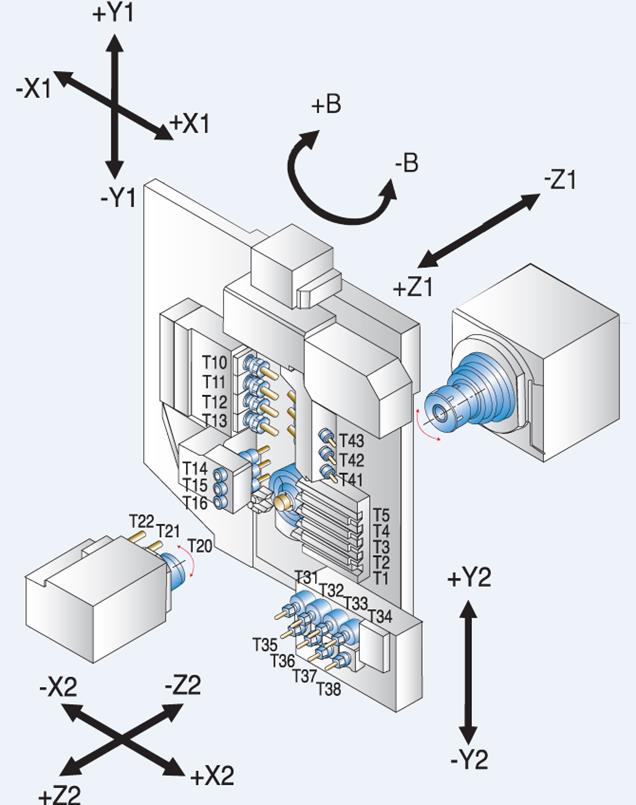
Схема расположения инструментов c максимальным количеством инструментов (пример для SA51XII с осью B):
Примеры обработки на автомате продольного точения NEXTURN SA51XII:
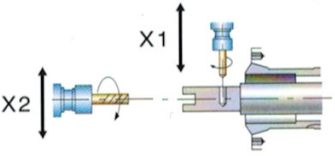 |
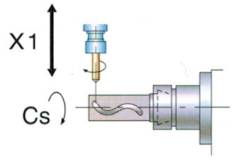
Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
|
|
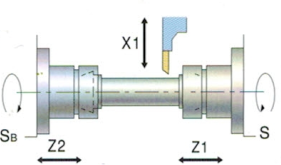
Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
|
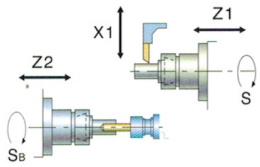 |
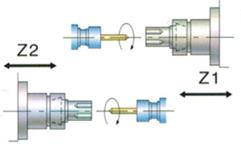
Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе). |
|
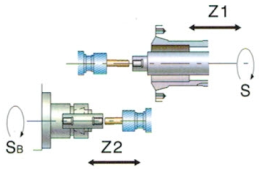 |
Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
|
 |
Обработка детали при синхронизации главного и противошпинделя. |
|
 |
Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя. |
|
 |
Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
|
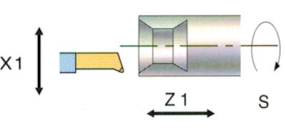 |
Внутренняя обработка при синхронизации движения по осям |

Станки данной серии оснащаются системами ЧПУ Fanuc (Япония), которые позволяют не только легко и удобно программировать с высокой скоростью обработки данных, но и обеспечивают высокоточную скоростную механическую обработку.
ЧПУ Fanuc 31i-B:
- Удобное ПО (программное обеспечение);
- Высокая скорость обработки данных и отработки команд;
- Ethernet;
- Функция самодиагностики;
- Управление рабочими органами станка по двум цифровым каналам.
Стандартная комплектация станков модели SA51XII:
- Система ЧПУ Fanuc 31i-B;
- Главный шпиндель (прямой build-in привод) и противошпиндель (ременной привод);
- Масляное охлаждение главного шпинделя;
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус - ось С;
- Интерфейс податчика прутка;
- Блок инструментов для наружной обработки в главном шпинделе на 8 поз;
- Блок приводных инструментов для радиальной обработки на 8 позиций;
- Блок инструментов для торцевой обработки в главно шпинделе на 2 фикс позиции;
- Блок инструментов для обработки в противошпинделе на 4 позиции (в стандарте 2 фикс+2 прив, опционально - 4 фикс + 4 прив модульные позиции +ось Y2);
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей с уловителем;
- Блокировка двери;
- Пневматический тормоз главного шпинделя и противошпинделя;
- Размер памяти 1280М;
- Функция жесткого нарезания резьбы на обоих шпинделях;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройка длины вылета инструментов;
- Набор инструментов обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка.
Технические характеристики пруткового токарного оборудования продольного точения с ЧПУ NEXTURN SA51ХII
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Характеристики | |
| Производитель | Nexturn |
| Страна производитель | Южная Корея |
