
Автомат продольного точения SA26РY




- ПроизводительNexturn
- Страна производительЮжная Корея
Опции, описания
Автоматы продольного точения NEXTURN серии SA26PY имеют одну модификацию PY, и в зависимости от модели отличаются только размером максимально возможной для обработки заготовки.
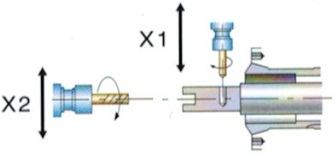
При этом во всех моделях данной серии имеются приводные инструменты и противошпиндель, которые в совокупности с дополнительными осями X2, Z2, Y2 позволяют производить одновременную полноценную обработку в обоих шпинделях.
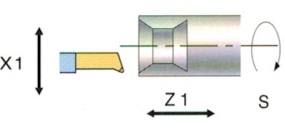
Основным отличием автоматов продольного точения от токарных станков и автоматов является использование подвижной шпиндельной бабки, которая производит продольную подачу заготовки вдоль оси шпинделя.
Автоматы продольного точения предназначены для обработки калиброванных прутков в качестве заготовки, ввиду чего в качестве зажима используется цанговый патрон.
Наличие приводных инструментов позволяет обрабатывать фасонные поверхности и производить контурную фрезеровку. Наличие противошпинделя позволяет производить полный цикл обработки, без вынесения отдельных операций на дополнительное оборудование.
Таким образом Автоматы продольного точения NEXTURN 26PY являются высокопроизводительными станками для обработки прутков диаметром до 26 мм из различных материалов (от цветных сплавов до труднообрабатываемых сталей) предназначенными как для крупносерийного и массового производства так и для мало- и среднесерийного производства.
ОСОБЕННОСТИ СТАНКА :
- Монолитная станина из сплава «Mechanite», обладающим отличными литейными и прочностными свойствами, значительно повышает жесткость всей конструкции станка. Также станина подвергается последующей обработке (искусственному старению);
- большое число ребер жесткости в конструкции станины обеспечивает не только жесткость конструкции станка, но также виброустойчивость воспринимая динамические нагрузки и воспринимает (гасит) вибрации в момент их возникновения;
- высокая точность за счет использования линейных направляющих класса Р7 (Япония), на которых базируется шпиндель и инструментальный суппорт;
- Высокоточное позиционирование за счет использования ШВП японского производства и немецких датчиков позиционирования;
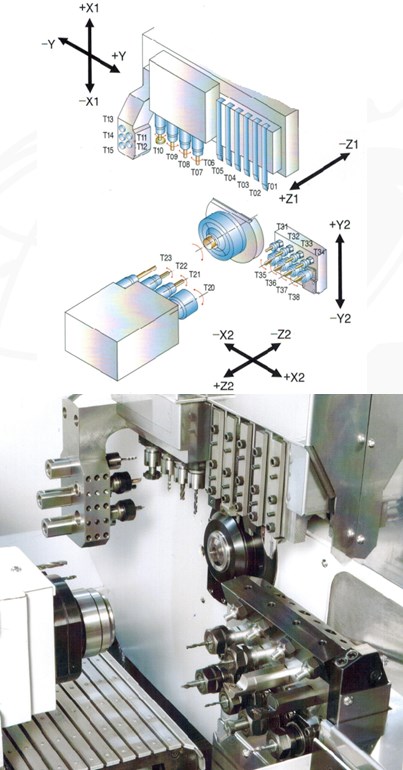
Схема расположения инструментов
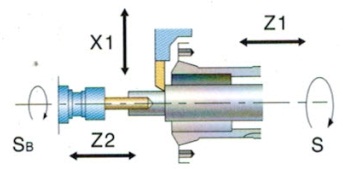
Примеры обработки на автомате продольного точения NEXTURN SA20PY
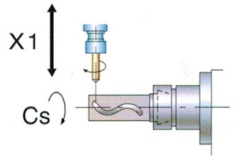
 | Одновременная обработка заготовки приводными инструментами по нескольким осям в одном шпинделе |
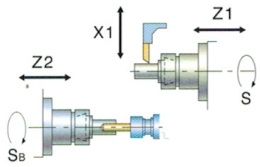
 | Одновременная обработка заготовки инструментами в одном шпинделе при движении по нескольким осям |
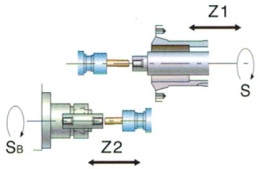
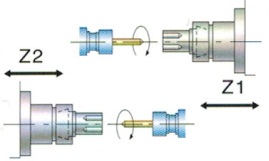
 | Одновременная обработка в двух шпинделях (точение в главном шпинделе и осевое сверление в противошпинделе). |
 | Одновременное нарезание резьбы в главном шпинделе и противошпинделе |
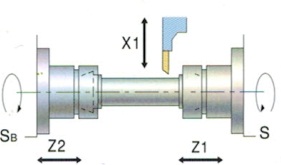 | Обработка детали при синхронизации главного и противошпинделя. |
 | Обработка детали приводным инструментом при индексации главного движения главного и противошпинделя. |
 | Одновременное внецентренное сверление в главном шпинделе и противошпинделе |
 | Внутренняя обработка при синхронизации движения по осям |
Станки данной серии оснащаются системами ЧПУ Fanuc (Япония), которые позволяют не только легко и удобно программировать с высокой скоростью обработки данных, но и обеспечивают высокоточную скоростную механическую обработку.
ЧПУ Fanuc 31i-A:
- Удобное ПО (программное обеспечение);
- Высокая скорость обработки данных и отработки команд;
- Ethernet;
- Функция самодиагностики;
- Управление рабочими органами станка по двум цифровым каналам.
Возможность обработки как длинных деталей так и коротких за счет системы люнетной (поддерживающей) цанги с использованием направляющей втулки и системы без люнетной (поддерживающей) цанги:
Стандартная комплектация станков модели SA26P:
- Система ЧПУ Fanuc 31i-A;
- Главный шпиндель (прямой build-in привод) и противошпиндель (ременный привод);
- Индексация главного шпинделя 0,001 градус и противошпинделя 0,001 градус - ось С;
- Интерфейс податчика прутка;
- Вращающаяся направляющаяся втулка;
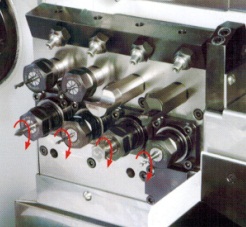
- Блок приводных инструментов для радиальной обработки на 4 позиции;
- Блок инструментов для обработки в главном шпинделе на 4 позиции (2 фикс + 2 прив);
- Блок инструментов для обработки в противошпинделе на 4 позиции (в стандарте 4 фикс, опционально - приводные 2-3 позиции);
- М-код обдува воздухом;
- Датчик выгрузки деталей из противошпинделя;
- Датчик расхода СОЖ;
- Конвейер обработанных деталей;
- Блокировка двери;
- Пневматический дисковый тормоз главного шпинделя и противошпинделя;
- Размер памяти 1280М;
- Освещение рабочей зоны;
- Сигнальная лампа станка;
- Настройщик длины вылета инструментов;
- Набор инструментов обслуживания станка;
- Инструкция по эксплуатации (программирования) системы ЧПУ;
- Инструкция по эксплуатации станка.
Комплектация станков:
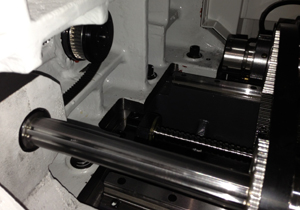 | Вращающаяся направляющая втулка является компонентом вращающейся люнетной цанги, которая обеспечивает дополнительную точку опоры для повышения жесткости при обработке. В автоматах продольного точения главный шпиндель является подвижным узлом, перемещающимся по оси Z1. Главный шпиндель производит закрепление прутковой заготовки в цанговом патроне и осуществляет ее подачу в рабочую зону, проходя через люнетную цангу. Такая конструкция является главной особенностью станков данного типа и позволяет производить обработку длинных деталей с высокой точностью и жесткостью. Люнетная цанга приводится в движение с помощью ременной передачи от главного шпинделя, синхронизируя вращение через редуктор 1:1. |
 | Датчик расхода СОЖ позволяет контролировать наличие СОЖ в баке. Возможно установить min и max уровень СОЖ, при достижении min отметки происходит автоматическое оповещение на экране стойки ЧПУ. |
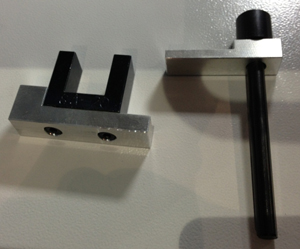 | Настройщик длины вылета инструментов позволяет конролировать длину инструмента при их замене (выходе из строя). Крепление к инструментальному блоку происходит за счет магнитной основы. В комплект входят два настройщика: для осевого инструмента и для резцов. |
 | Промыв отверстия противошпинделя СОЖ (маслом) по М-коду (опция) позволяет производить более качественную очистку отверстия противошпинделя от посторонних материалов (стружка, мелкие частицы и т.п.). В стандартной комплектации станков NEXTURN используется обдув отверстия противошпинделя воздухом по М-коду. |
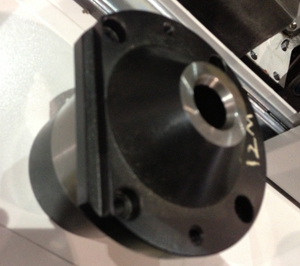 | Неподвижная (фиксированная) направляющая втулка (опция) является компонентом фиксированной люнетной цанги и используется для обработки прутковых заготовок диметром менее 4 мм, а также для обработки материалов из латуни. Фиксированная люнетная цанга не вращается и имеет меньшую длину, чем вращающаяся люнетная цанга. Трение между люнетной цангой и заготовкой незначительно, за счет того что площадь контакта минимальна. Использование неподвижной направляющей втулки увеличивает длину обработки и уменьшает необрабатываемый остаток. |
| Устройство выгрузки длинных деталей (опция) используется при длине обрабатываемых деталей более 80 мм из-за небольшого рабочего пространства и конструкции конвейера готовых деталей. Данное устройство представляет собой полую трубу, которая устанавливается в отверстие противошпинделя, при этом исключая из системы узла устройство продува (промыва) отверстия противошпинделя. Готовые детали перемещаются по трубе за счет установки последующих заготовок в цанговый патрон противошпинделя и складируются в корзине, монтированной сбоку станка. | |
| Датчик контроля отрезки деталей (опция) предназначен для отслеживания готовности отрезных операций, чтобы предупредить исправность программы или выявить поломку отрезного резца. Данный датчик является системной функцией. Реализует себя следующим образом: после завершения отрезной операции при закреплении в обоих шпинделях происходит поворот одного и шпинделя и соответствующая проверка проворота другого. | |
Рабочее расположение оборудования:
Технические характеристики пруткового токарного оборудования продольного точения с ЧПУ NEXTURN SA26РY
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Характеристики | |
| Производитель | Nexturn |
| Страна производитель | Южная Корея |
