
Автоматический кромкооблицовочный станок с серво-перенастройкой основных узлов ADVANTAGE 5000RF SERVO




- ПроизводительAltesa
- Страна производительКитай
Преимущества
| |
Опции, описания
| ПУЛЬТ УПРАВЛЕНИЯ Станки ADVANTAGE EVO оснащены центральным пультом управления от лидера в производстве электрических компонентов, немецкой компании SIEMENS. C пульта осуществляется запуск всех агрегатов, диагностика ошибок, подсчет количества произведенной продукции, точная настройка узлов через логически управляемы контроллер. |  | |
| СИСТЕМА ЗАЩИТЫ На входе станка установлена двойная система защиты от неправильных действий оператора. |  | |
| СИСТЕМА ПОДАЧИ С нижней стороны сегментированный цепной транспортёр с прорезиненными башмаками. С верхней части холостые не приводные, гладкие, прорезиненные ролики, расположенные в 2 ряда. Позволяют подавать деталь без смещения по всей линии обработки. |  | |
| УЗЕЛ ПРЕДВАРИТЕЛЬНОЙ ФРЕЗЕРОВКИ Узел предварительной фрезеровки оснащается алмазным инструментом компании LEUCO (Германия), и позволяет работать с заготовками высотой до 50 мм. |  | |
| НАНЕСЕНИЕ КЛЕЯ И ПРИКЛЕИВАНИЕ КРОМКИ Нанесение клея осуществляется классическим клеевым рифленым клеевым валом. Клеевой узел оснащен предплавителем и имеет точную дозировку наносимого слоя, а так же шторку автоматического открывания клеевого вала и нанесения клея на деталь исключительно в момент прохождения детали в зоне клеевого узла. Защищая узел не только от загрязнения, а так же от возможной подачи излишек в промежутках между подаваемыми деталями. |
| |
| УЗЕЛ ФИНИШНОЙ ТОРЦОВКИ Состоит из двух дисковых пил перемещающихся по призматической направляющей с линейными подшипниками. Узел способен обрабатывать деталь с высокой точностью на скорости до 23 м/мин. | ||
| УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ КРОМКИ SERVO перенастройка Два узла расположены независимо на станине. Оба узла оснащены двумя высокочастотными двигателями TEСNOMOTOR (Италия) по 0,55 кВт и частотой вращения 18 000 об/мин. Узел расположен независимо на станине. Оснащен двумя высокочастотными двигателями TEKNOMOTOR (Италия) по 0,55 кВт и частотой вращения 18 000 об/мин. |
| |
| ЗАКРУГЛЕНИЕ УГЛОВ (ROUND) SERVO перенастройка Состоит из двух независимых двигателей TEKNOMOTOR (Италия) по 0,37 кВт и частотой вращения 18 000 об/мин. Узел расположен на станине. SERVO приводы - Halstrup-Walcher-Gruppe (Германия) |  | |
| УЗЕЛ РАДИУСНОЙ ЦИКЛИ Узел оснащен двусторонними циклевочными ножами. |  | |
| УЗЕЛ ПЛОСКОЙ КЛЕЕВОЙ ЦИКЛИ Оснащен плоскими двумя скребковыми ножами (верх/низ) для удаления излишков клея. Каждый агрегат (верх/низ) имеет 3 копировальных ролика, по 2 меньшего диаметра на входе и выходе, и большого диаметра по центру (в зоне обработки). Это позволяет осуществлять плавный заход узла на деталь и идеально повторять плоскость обрабатываемой детали в зоне резания, а за счет повышенной площади соприкосновения - мягко реагировать не небольшие неровности. Включение/исключение узла осуществляется с пульта. | 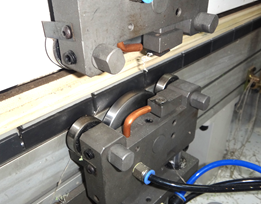 | |
| ПОЛИРОВАЛЬНЫЙ УЗЕЛ для качественной чистки и полировки кромки. Два независимых двигателя по 0,37 кВт, с частотой вращения 1400 об/мин. Независимая регулировка высоты и угла - позволяет выполнить оптимальную настройку станка. |  | |
Электропривод подъема траверсы
|  | |
| Система нанесения разделительной жидкости перед узлом прифуговки Система нанесения очистительной жидкости перед узлом полировки |   | |
| SIEMENS INVERTOR На каждый рабочий узел станка установлен независимый инвертор компании SIEMENS (Германия) ВСЕ ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫ УСТАНОВЛЕННЫЕ НА МОДЕЛИ EVO SIEMENS (Германия) |
|



Технические характеристики кромкооблицовочного автоматического оборудования ADVANTAGE 5000RF SERVO
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Характеристики | |
| Производитель | Altesa |
| Страна производитель | Китай |
