 | Базовая станина- Обработка станины проходит на передовых металлообрабатывающих станках с ЧПУ за одну установку, это дает высокую точность работы узлов на более длительном сроке службы.
- Все элементы конструкции станка, так же проходят абсолютно точную обработку на металлообрабатывающих станках с ЧПУ, японского производства.
|
 | Профессиональная сборочная линия- Сборочная линия, является окончательным и важным этапом для стабильной работы станка.
- Опытные специалисты на профессиональных сборочных линиях начиная от станины и заканчивая небольшими электрическими компонентами, гарантируют стабильную и производительную работу станка.
|
 | Контроль качества- Участок контроля качества;
- Специально измерительное оборудование;
- Строгая система контроля качества по важным параметрам станка.
Помогают получить гарантию, что готовые станки, которые завод производит, имеет высокий уровень качества. |
 | Прижимная балка- Прижимная балка обеспечивает высокую точность и превосходную жесткость;
- На необходимую толщину заготовки подъем и опускание прижимной балки осуществляется в ручную и контролируется с помощью счетчика.
|
 | Конвейер- Долговечный и надежная конструкция конвейера.
- Точное перемещение башмаков осуществляется за счет полукруглой направляющей прошедшую специальную термообработку с помощью цепи.
- Износостойкие башмаки в сочетании с резиновыми прижимными роликами обеспечивают точную транспортировку заготовок.
- Двигатель подачи конвейера:
Мощность: 1,5 кВт;
Частота: 60 Гц;
Скорость вращения: 1420 об/мин.
|
 | Устройство подачи- Система определения интервала подачи заготовки предназначена для фиксированного расстояния между заготовками для повышения производительности и обеспечения стабильной работы каждого узла.
- Автоматическая система измерения толщины заготовки, если толщина панели превышает заданную, то станок автоматически останавливается.
- 2 литые стальные круглые опоры , позволяют выдвинуть поддерживающую раму с направляющими роликами, на 600 мм и за счет этого осуществляется плавное перемещение заготовок больших размеров.
|
 | Клеевой узел- Плавная подача кромочного материала в зону нанесения клея.
- Традиционный способ добавления клея в клеевой бачек, расположен ниже относительно клее наносящего вала.
- Клеевой бачок имеет тефлоновое покрытие, которое предотвращает пригорание клея к стенкам бачка.
- Бачок предназначен для горячего клей-расплава EVA с емкостью около 3 л.
- Чувствительная регулировка подачи клея толщиной, для того чтобы обеспечить рациональное использование клея.
|
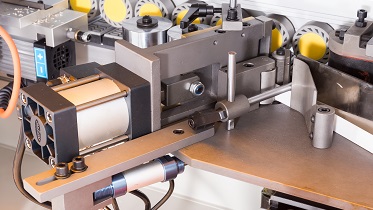 | Гильотина
Встроенная гильотина на пневматическом цилиндре с электрическим переключателем, рассчитан для высокой производительности. |
 | Пресс группа- Состоит из двух до прессовочных роликов обеспечивают, надежную фиксацию кромочного материала на торец заготовки;
- Диаметр до прессовочных роликов 65 мм;
- Контроль с помощью пневматики отдельным пневмоцилиндром на каждый ролик;
- Прижимные ролики подходят для прижатия кромочного материала различной толщины на торец заготовки для минимизации клеевого шва.
|
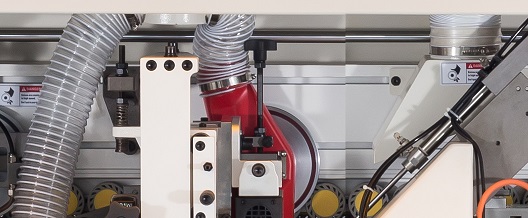
 | Узел торцовки- Линейная направляющая расположена под углом 45°;
- 2-двигателя:
Мощность: 0,37 кВт;
Частота: 200 Гц;
Скоростью вращения: 12 000 об/мин. - 2 пилы Ø104 х 22 Z30;
- Автоматическая система смазки направляющих;
- Аспирационный кожух для удаления обрезков из рабочей зоны станка;
- Точный контроль осуществляется за счет установленного частотного преобразователя. Это обеспечивает долгий срок службы станка.
|
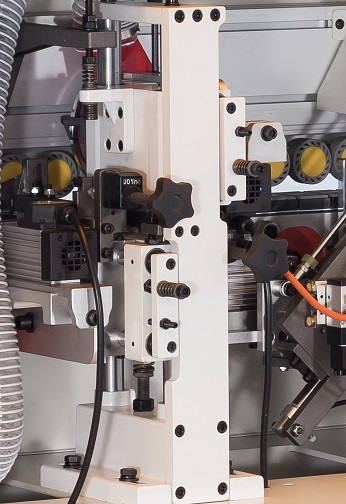 | Фрезерование свесов- Служит для фрезерования верхних и нижних свесов заготовки;
- Профессиональное исполнение узла представляет собой единый конструктив, в котором установлены двигатели для слаженной и качественной обработки;
- Круглые копиры большого диаметра для абсолютно точного отслеживания материала;
- Узел фрезерования свесов 2-двигателя:
Мощность: 0,75 кВт;
Частота: 200 Гц;
Скорость вращения: 12 000 об/мин. - Перенастройка на толщину кромочного материала с помощью счетчиков;
- На каждом двигателе установлены фрезы R2;
- Система аспирации эффективно убирает стружку из зоны обработки.
|
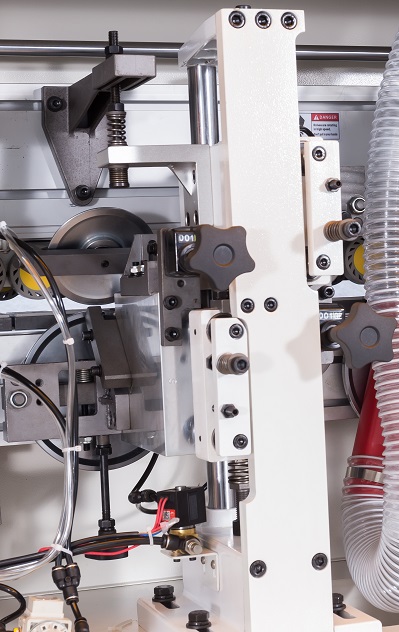 | Узел радиусной циклевки- Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования.
- Профессиональное исполнение узла представляет собой единый конструктив, в котором установлены ножевые пластины для слаженной и качественной обработки.
- Точность позиционирования заготовки за счет копиров большого диаметра по плоскости с верху и с низу, а также круглых конусных копиров в торец заготовки.
- Два двухсторонних ножа радиусом R2, с охлаждением, путем подачи сжатого воздуха непосредственно на сами ножи в процессе обработки заготовки.
- Регулировка узла на толщину кромочного материала осуществляется с помощью счетчиков.
|
 | Подача очищающей жидкости- Узел очищающей жидкости, расположен перед узлом полировки и предназначен для устранения следов клея, потёков, пыли, как на стандартных так и деликатных поверхностях.
- 2 форсунки одновременно наносят жидкость сверху и снизу заготовки.
- Регулировка подачи необходимого количества жидкости.
- На каждую форсунку отдельная емкость хранения жидкости.
Улучшает качество обработанной детали и обладает антистатическим эффектом. |
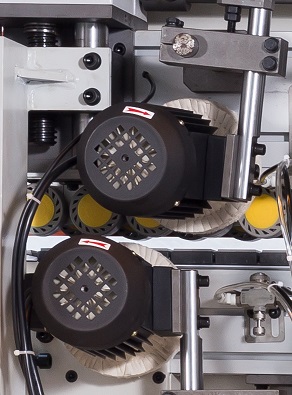 | Узел полировки- Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений.
- Регулировка положения угла атаки при обработке.
- Обеспечение стабильной работы за счет подключения постоянного питания.
- Оснащен 2-мя двигателями:
Мощность: 0,37 кВт;
Частота: 50 Гц;
Скорость вращения: 1400 об/мин. - Диаметр кругов: Ø150 х Ø22.
|

 | Пакет «Комфорт»- Подсветка внутренней зоны агрегатов станка.
- Удобство обслуживания и настройки агрегатов и отслеживания стабильной работы станка.
- Каждый блок оснащен независимым вытяжным колпаком:
Узел 2-ух моторной торцовки;
Узел Фрезерование свесов;
Система аспирации эффективно убирает стружку из зон обработки и сохраняет чистоту станка.
|
 | Блок подготовки воздуха- Пневмо-система станка оснащена блоком подготовки воздуха SNS.
- Регулировка давления и точный контроль подачи воздуха.
- Состоит из резервуара с маслом для смазки системы масляным туманом, фильтра тонкой очистки и блока контроля распределения.
- Необходимое давление 8 bar.
|
 | Электро-выключатели- Главный выключатель для подачи питания (Вкл/Выкл);
- Выносная кнопка/пульт для наладки и перенастройки станка;
- Кнопка аварийной остановки на пульте управления и задней части станка.
|

 | Электро-компоненты- Входное напряжение, 380 В, 50 Гц;
- Преобразователь частоты Delta с функцией электро-остановки двигателя от перегрузки;
- Логический PLC контролер DELTA;
- Тепловое реле и пускатели Schneider Electric;
- Разрешается эксплуатация в диапазоне 0° - 40°;
- Станок автоматически переходит в режим ожидания, когда машина перестает работать в течение определенного периода (в зависимости от времени установки).
|
 | Система управления- Отдельно вынесен пульт управления с сенсорным дисплеем Touch SCREEN.
- Интерфейс работы интуитивно понятен и прост, информация о состоянии машины доступна с первого взгляда.
- Максимальное удобство эксплуатации, и быстрая обучаемость оператора.
- Отображение процессов и диагностической информации.
- Блок установки необходимой температуры.
- Оперативное решение проблем с помощью кода ошибок отображаемые на мониторе пульта управления.
- Для удобства оператора, пульт управления имеет возможность поворота на 90°.
|





