
Линия производства фанеры




- Страна производительКитай
Опции, описания
Компоновка оборудования
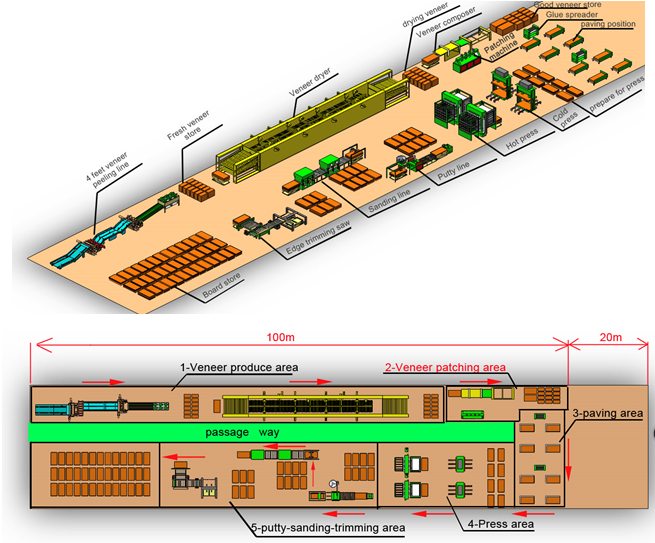
Производство фанеры: 15000 м³ / год = 50 м³ / день = 1000 штук / день.
1. Процесс производства шпона (1-й этап) - это первый этап производства фанеры, лущение необработанного бревна, получение шпона толщиной 1,0-3,0 мм,
Одна производственная линия шпона включает один окорочный станок, одну машину для лущения, один укладчик и конвейер для бревен. Линия 4-футового лущения может производить около 45-60 м³ / 12 часов.

| Модель | Описание | Количество рабочих | Производительность |
| 4 фута простая линия | 2 простых бревенчатых конвейера + дебаркер + машина для очистки | 4 | 50m³ / день |
| 4 фута автоматическая линия | 2 стандартных конвейера + дебаркер + лущильный станок + укладчик | 1 | 60m³ / день |
2. Процесс сушки шпона (2 этап)
Шпон нужно просушить до влажности менее 10%, при этом шпон будет иметь характеристику высокой прочности. Нужен котел для нагрева среды (вода или масло) (опция)

| Модель | Длина | Ширина | Кол-во этажей | Производительность | Тепловой носитель |
| Роликовая | 30 м | 1,8 м | 2 | 50 м3/день | Пар или масло |
3. Сшивка шпона (этап 3)
Сшивка шпона используется для:
Соединения шпона в большие размеры, такие как 1300 * 2600 мм,
Обрезать края шпона и сшивать их вместе, чтобы не было зазора между шпоном.
Значительно улучшить качество фанеры.
Используйте машину вместо ручного управления.
Одна машина ежедневно производит около 300 м³

4. Починка шпона (этап 4)
Иногда на поверхности шпона появляются некоторые дыры, необходимо их залатать для обновления. Много лет назад этот процесс использовался вручную, тратя больше времени и снижая эффективность, теперь все больше и больше заводов выбирают машину вместо ручной.
Один станок может починить около 30 куб.

5. Этап клеенанесения (этап 5)
По поверхности шпона необходимо распределить клей, один шпон с клеем, один без клея, укладывая их один за другим.
Один станок может обслуживать четыре оператора укладки.

6. Линия укладки шпона, формирования пакетов. (этап 6)
Используется для укладки шпона и формирование пачек.
Общая длина участка составляет около 25 м.
Обслуживается 6-10 человек в зависимости от объема производства.

7. Участок подпресовки. Холодный пресс. (этап 7)
После процесса укладки шпон необходимо поместить в пресс холодного прессования, время прессования зависит от толщины шпона и качества клея. Как правило, один холодный пресс можно согласовать с одним прессом горячего прессования.
8. Горячее прессование (этап 8).
После холодного прессования, фанеру прессуют в горячем прессе, при высоком давлении и высокой температуре. Процесс прессования в зависимости от толщины фанеры составляет около 20 минут. С учетом времени загрузки и разгрузки, каждый цикл требует около 30 минут, поэтому один пресс может производить около 30 штук фанеры в час.

9. Шпатлевка лицевых поверхностей (этап 9)
Для того, чтобы повысить качество фанеры, поверхность должна быть зашпаклевана. Много лет назад большинство заводов применяли ручную работу, но теперь они применяют станки для высокой эффективности. Мы предлагаем применить полностью автоматическую линию.

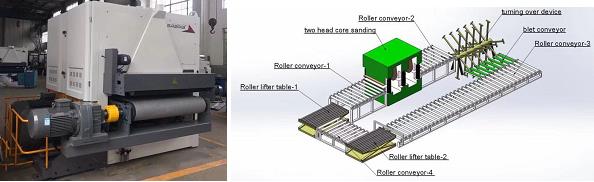
10. Калибровально-шлифовальный станок (этап 10)
На большинстве заводов применяется автоматическая шлифовальная линия, но есть и другие модели. Шлифовальные машины также имеют различные модели, одностороннее шлифование и двухстороннее шлифование. Двухстороннее шлифование обладает высокой эффективностью, доска проходит один раз, и обе стороны будут отшлифованы, но цена этой модели намного выше, чем на одно лицо. поэтому на заводе предпочитают использовать автоматическую линию с односторонним шлифовальным станком.
11. Форматирование в размер (этап 11)
Это последний этап фанерного процесса. Форматирование в размер, этот процесс
может выполняться на автоматической линии, не требует оператора, позволит сэкономить и повысить эффективность.

| № | Наименование | Описание | Кол-во | Фото |
| 1 | 4-футовая автоматическая линия лущения | Полностью автоматическая лущильная линия, нужно всего 1 оператор на линию. | 1 |  |
| 2 | Сушилка шпона | 2 этажа, длина 30 метров, нужно около 2 операторов | 1 |  |
| 3 | Сшивка шпона | Соединение шпона 4 фута в размер 8 футов, нужен 1 оператор. | 1 |  |
| 4 | Починка шпона | Ремонт шпона с дефектами, шпон рванина, нужно 2 оператора. | 2 |  |
| 5 | Клеенанесение | Нанесение клея на шпон. 2а оператора на 1 станок. | 2 |  |
| 6 | Подготовка клея | Оператор со станка клеенанесения. | 1 |  |
| 7 | Холодное прессование | Давление пресса 400T, необходимо использовать вилочный погрузчик для подачи доски | 2 |  |
| 8 | Горячее прессование | Давление пресс 500 т, 15 пролетов. 2 оператора | 2 |  |
| 9 | Система автоматической загрузки в горячий пресс | Загрузка в пресс фанеры автоматически. | 2 |  |
| 10 | Шпатлевание лицевых поверхностей фанеры | Автоматическая линия | 1 |  |
| 11 | Шлифование фанеры | Автоматическая линия, Не требует операторов, может работать полностью в автоматическом режиме | 1 |  |
| 12 | Форматирование фанеры | Полу автоматическая линия . Требуется 2 оператора. | 1 |  |
Дополнительное оборудование
| № | Наименование | Описание | Кол-во | Фото |
| 1 | Заточной станок | Заточка ножей для лущильного станка | 1 |  |
| 2 | Подъемный стол | Для сушки 2 комплекта, для сшивка шпона 1 комплект, для горячего пресса 2 комплекта, для шлифовальная 2 комплекта, для клеевой участок 2 комплекта. | 9 |  |
| 3 | Устройство разворота пачки | Используется для шлифовальной машины, чтобы перевернуть пачки фанеры | 1 |  |
| 4 | Погрузчик | 2 |  |
| Характеристики | |
| Страна производитель | Китай |
